.

Dureza : 90-92 Material : carboneto de tungstênio. Uso : ferramenta de torneamento externo. Casado : Nenhum. Número do modelo : YW1 C122. YW1 C122 ZCCC CUMENTO DE SOLDADOR CENDIDO CUNDADOR CUNTADOR 20
PCS/Caixa Dicas de brasagem Externa Ferramentas de lâmina de torneamento Nota : 9 Pontos de uso de pontas de brasilamento de carboneto cimentado 1. A estrutura da ferramenta de corte de soldagem deve ter rigidez suficiente. Rigidez suficiente com base no tamanho e forma máximo permitido e no tratamento de aço e térmicos de maior resistência. Inserções de carboneto cimentado devem ser fixadas firmemente. As inserções de soldagem de carboneto devem ser um grau suficiente de empresa fixa, que se baseia em slot e qualificação de soldagem para garantir. Portanto, você deve selecionar a forma do slot de inserção de acordo com os parâmetros de geometria de bolhas e ferramentas. Examine o arbor cuidadosamente. Para realizar os cheques necessários para lâmina e arborar antes que as lâminas sejam soldadas à haste. 1º, você deve verificar a superfície do rolamento da lâmina, verifique se não pode ser uma flexão séria. 2º, a superfície de soldagem de carboneto pode não ter uma camada carburada grave. 3º, a superfície da lâmina de carboneto transparente e o slot de inserção de arboras para garantir soldagem sólida. Selecione a solda razoavelmente. Para garantir a força da solda, você deve escolher uma solda adequada. No processo de soldagem, você deve garantir um bom molhamento e fluxo e a exclusão de bolhas de ar, verifique se a soldagem de contato total com a face de soldagem de liga e sem falta de fenômeno de soldagem. Escolha o fluxo de soldagem corretamente. É melhor usar o bórax industrial e desidratado em um forno de secagem antes de usar, depois esmagou e se tornou para remover detritos mecânicos e deixar de lado. Formulário líquido Shim. Para diminuir a tensão de soldagem na soldagem de liga de partículas finas de alta titânio com baixo teor de titânio e soldagem longa e fina de lâmina de liga, sugerimos usar fatia com espessura de 0,2-0,5 mm ou calço de líquido com diâmetro de furo de 2-3mm como Compensar o calço.

O módulo sensor de eletrodo seletivo de íons de amônio (ISE) mede a concentração de amônio (NH4+) na água e outras soluções aquosas onde o fertilizante pode ter sido introduzido O m

Substituição para Triumph Daytona 955i 955 CC Ano de 2002 Vato duplo Unidade por venda : 1 Substituição para Triumph Daytona 955i 955 CC Ano de 2002 Vato duplo...

Alta dureza, vida útil longa de serviço, boa resistência à corrosão, não fácil de enferrujar a mola de tensão tem boas propriedades mecânicas, superfície uniforme e bonita, capacid

emitir até 3000lm, 3x de lâmpada de halogênio; Lâmpada calibrada da máquina garante precisão da cor A lâmpada de substituição para conversão HID, requer que o lastro do XENTEC tenh

Amplificador de bloco mono de classe D Class600 Classe do amplificador : saída de poder N CLASSD @ 4 OHM : 400 W X1 NOTEPOWER @ 2 OHM : 600 W X1 MAX POWER : 3600 W Resposta total da frequê

Substituição para o GMC Acadia ano de 2013 Luz do marcador lateral Unidade por venda : 10 Substituição para o GMC Acadia ano de 2013 Luz do marcador lateral...

Acabamento de bronze escuro com tom de vidro de mercúrio Requer 2 lâmpadas de base média máxima de 100 watts (vendidas separadamente) Parte da Coleção de Fusion pelo Justice Design Gro

Você deslizará e deslizará em silêncio total com nossos rodízios giratórios Projeto : O VGroove se encaixa perfeitamente na pista invertida, reduzindo a vibração, sem ruído e superf

Produto da marca da Verder Scientific Inc Fabricado pela RETSCH 300260002 Item da série Verder Scientific 300260002 Sheve Shaker como 450, 120 V, 50 / 60 Hz Produto da marca da Verder Scien

100% Poliéster Cofres e material confiável : esses itens de bandeja em camadas são feitos de madeira de qualidade, estável e confiável, não é fácil de quebrar ao cair; Eles podem ser
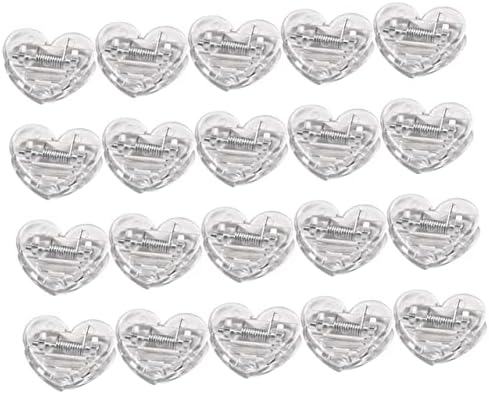
Abs e metal Adoráveis grampos fotográficos : Nossos produtos possuem a capacidade de desgaste e resistência, não é fácil de se deformar Adoráveis grampos fotográficos : p

Material : fãs de seda de flor de casamento Cor : Fotos cor Ocasião : casamento, festa, decoração O chapéu de acessórios para o cabelo nas fotos não está incluindo o pacote, incluind

Cada ladrilho mede 6 x 6 polegadas e tem uma espessura de 3 / 16 polegadas Ótimo para casa, trabalho ou escola Fita de montagem incluída Ótimo para criar sua própria placa de cortiça ou

A estatueta de resina pintada à mão representando um porco? Isso tornará seu berço ainda melhor quando usado com outros animais Estatueta de berço de estilo tradicional Seu tamanho o to

Kit de fiação do conector do pacote meteorológico : inclui todos os componentes necessários para criar chicote de fio personalizado 1, 2, 3, 4, 5, 6 vias conectores de conectores com ter

Este conjunto de ressaca é perfeito para adicionar diversão a ocasiões especiais, como chuveiro de noiva, casamento, despedida de solteira ou ressaca, véspera de Ano Novo, etc, e fará c

Adaptador DIN Compatível com a Hyundai Kia 2001 em diante GT13 (f) para jantar (m) Fácil de instalar Verifique ainda mais o seu modelo de carro, ano e conector antes de fazer o pedido Comp

Dispensador de água multifuncional água quente, água fria e cubos de gelo Fabricante de gelo embutida Aproveite o fresco no verão quente Bloqueio de segurança infantil impedem efetiva

Patented Kingpinless (TM) Rolução de bolas de bola única Raceway usinada Espessura do material de 1 / 4 "; pista de 3" de diâmetro com rolamentos de esferas de aço inoxidável de 1 / 2
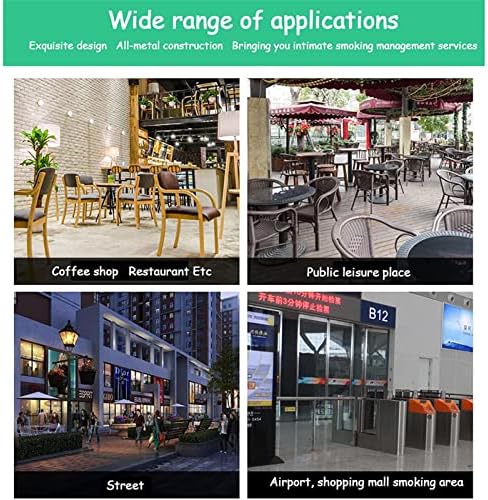
✎ As cinzas modernas, basta remover as cinzas vazias dentro do cinzeiro e remover o resíduo de cinzas, então você encontrará uma bandeja de cigarro elegante e impecável ✎ Ashtray id

★ Material : madeira ★ Tamanho : 60 * 17 * 35 cm ★ O design montado na parede aproveita ao máximo as paredes para economizar espaço ★ Após um rigoroso teste de segurança de supor

Men tops top theshirt de camiseta casual Pullover gráfico masculino masculino masculino pacote de tsshirt Men tshirts Men tsshirts homens tsshirts homens casuais tshirts moda homens tsshirt

Óxido de alumínio de qualidade para desempenho consistente a um preço competitivo Foram projetados para serem usados em um ângulo de 90 grapara os tubos de corte ou limpeza de enta

Nitrila Puxe o fechamento Equipamentos automotivos, ferramentas e de segurança industrial Ligue para o fornecedor da garantia (discrição do fornecedor) SAS666518 SAS Segurança Raven Powe
? [Compatível] BOXWAVE SMART GADGETS Compatível com o Samsung Galaxy Buds Pro Transforma instantaneamente o seu Galaxy Buds Pro, capaz de carregar QI sem fio em um dispositivo compatível

√ 【Especificação】 Número de dentes : 30; Tom : 2; Largura da correia : 6mm; Furo : 5 / 6 / 8 / 10mm (opcional) √ 【Recursos】 Os dentes são claros e não deslizam, funcionam me

Alça durável Fabricado nos EUA Spot limpo com qualquer limpador doméstico comum Aparência texturizada Fabricado nos EUA Spot limpo com qualquer limpador doméstico comum...

【Observe】 Este caso Slim se encaixa apenas no Kindle (8ª geração) 2016 (Modelo No SY69 JL), verifique o modelo No na parte traseira do seu Kindle antes de fazer um pedido 【Recurso d

★ Compatível com o Car Play, permitindo que você mantenha os olhos na estrada durante as ligações O microfone de alta qualidade construído no jogador do carro MP5 permite que você ob

Kit de sensor de nivelamento de cama automática : você pode receber o kit de nível automático do BL Touch ou o kit de nível automático de touch de Touch aleatoriamente Pode medir com p